Receiving Part 5
“There is light at the end of this tunnel!” Tom said, after he mocked my sigh. “This new stuff is going out just as fast as it comes in!”
I thought about what Tom said. It made sense. Most of the new product would ship out to the stores so they could fill their shelves, and only a fraction would remain behind to be the backup stock. After the stores started to sell the new product, we would ship replenishment orders. As we worked, our inventory replenishment orders would arrive at our DC.
“Do we know when we start shipping this stuff?” I asked.
Tom took a drag on the cigarette, and looked at the report in his hand. “I am going to make a copy of this for you, but it looks like all of the new tools will ship out all in the same week. It looks like that will be three weeks from now.”
I thought about what we could do. I did not know how any of the inbound new product looked, but if we could receive it into bulk floor locations and let it sit until it was time to pull the store orders, there might be a way to work around the space problems in the racks.
With a copy of the 12 page report, I sat down to figure out a plan. There was a different vendor on each page, listing all the new SKUs. The more I looked at the report, the better I felt. Sure enough, most of the product came in and went back out. For many of the new SKUs the same quantity went out to each store.
One of the problems I wrestled with was how to create pick locations for so many SKUs. Now I had an answer. Don’t pick, distribute. We could set up a pallet for each store, and as we received each vendor we could pre-pick the product by the distribution plan on the report. Then there was much less residue to stock into either reserve locations or pick locations.
Actually, this let us delay the rework of the pick zone for a few weeks. As the new vendors arrived and we distributed what would go out by store, I could start the data analysis of the tool department and figure out what the new slot plan should look like, and then we could move the slots to plan. This change actually allowed us to improve the pick line slotting for the tool aisle.
This is exactly what we did. There were 67 pick locations in the existing aisle. Most of the picks took a full pallet when we really could have put two or three SKUs in the same space. The aisle need to grow from 67 pick locations to 267 pick locations.
Pulling the data was not easy, but there was not much to pull. The report the buyers gave us predicted per-store weekly movement, so it was easy to work the numbers for the new SKUs. With only 67 existing SKUs, it would take some time to pull the weekly movement item-by-item, but it was feasible. I loaded all the information into the spreadsheet application on my C-64 computer and then sorted the SKUs by movement and projected orders. In all, it took a week to get the plan put together.
The pre-distribution plan worked. Each morning, the receiving team and I went over the distribution plan for each new vendor arriving that day. The receiving team checked in the goods and distributed the SKUs to the store pallets. They then did an inventory sheet on the pallet(s) of residue and put the pallets away into the reserve rack. Our inventory checker did an audit on each store pallet at the end of the day to ensure accuracy.
In the second week, we pulled the existing aisle apart, adding beam levels and moving the existing products. When we had moved all the existing SKUs, we started to drop the residue pallets of the new products and slot them into their pick locations. By the time the new product shipped to the stores, we had all the new SKUs slotted in new pick locations.
It was so easy to ship the pre-packed pallets to the stores. As we shipped to the stores that week, pallet loads of product flowed right onto the trucks. All the volume helped us turn in some super labor numbers, as we had eliminated the picking step of the process. As it worked out, it took the same amount of labor to sort by store when the product arrived as it would have taken to stock the product into pick locations. Without the picking labor, we smoked our labor percent to COG$ goals.
With the reslot, the productivity in the aisle picked up, and the picker who worked the area finished his orders faster than before. As demand picked up for the new items, the picker kept up with the demand.
I was feeling good about how we’d managed that process. Just as I thought we had smooth sailing, another problem appeared.
Lots of Small Inbound Orders
It looked like the new tool assortment was a big hit in the stores. A few weeks after the initial distribution, the stores started to sell more of the new product. About a month after the stores completed the tool department changeover, the company staged a big tool department promotion. Advertising flyers featured the new items, and sales in the stores picked up briskly. The new tools sales also lifted sales in other categories and departments.
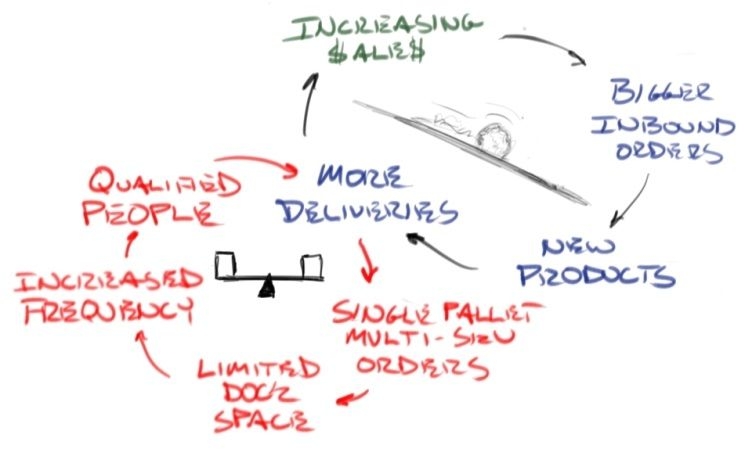
We could feel the sales lift in the DC. Order lines increased, as did the quantity picked for each line. Some store orders overflowed the space available on the trucks, and we had to schedule overflow deliveries to the stores.
Increasing sales is a real quality problem to have. While we were busy, we did not have a problem keeping up with the picking activity. The reslot in the tool aisle helped, as did some of the changes we’d made in some other departments based on what we’d learned from the tool reslot.
Then we started to get the replenishment orders for the tools. About three weeks into the promotion, new LTL carriers started to show up with single-pallet deliveries. At first they appeared without an appointment. Our standard practice was to turn away any un-appointed loads, but once we realized that these were the new tool vendors, we started to accept the loads (after making a call back to the carrier’s terminal to let them know that they would need to make an appointment in the future). The volume snowballed, as we started to see shipments from the same vendors twice in the same week.
It did not make sense to get two shipments from the same vendor. These orders had 20 – 30 SKUs on the pallet, with only one to three cases per SKU. In the second week of the promotion we received a total of seven orders like this from three vendors. While each order was only one inbound pallet, breaking down the pallet to check in the product consumed dock space and pallets. Each day we had to work hard to avoid overtime.
On Friday afternoon, I sat down with the receivers and looked over the orders. At first I thought these were backorders. Cliff, one of the receivers, mentioned that he’d thought the same thing, but each purchase order was for a different set of SKUs. This was an ordering issue, not a backorder issue. Our buyers were buying these small orders. I did not know why, but the buyers were buying small orders.
Our bigger problem was getting the orders received and put away. I had to come up with a way to speed up that process for the next week.
Articles in This Series

Call Us! 877-674-7495 info@dksco1.com