The first Warehouse I had the pleasure of working in...
...was nothing more than a tin building, a simple pole barn, 75 feet deep by 150 feet long. This was one of two Warehouse buildings in the back lot of the Payless Cashways store in Springfield, MO that I worked at in 1985.  It housed millwork, doors, aluminum storm windows, wooden windows, kitchen cabinets and countertops. Retrieving goods out of the Warehouse and loading them into the back of the customer’s car or pickup truck was my primary job when I started. A few months later, the yard manager gave me a promotion in responsibility, putting me in charge of maintaining Warehouse 2. At that point, I became responsible for cleaning, organizing and counting the inventory in that building.
It housed millwork, doors, aluminum storm windows, wooden windows, kitchen cabinets and countertops. Retrieving goods out of the Warehouse and loading them into the back of the customer’s car or pickup truck was my primary job when I started. A few months later, the yard manager gave me a promotion in responsibility, putting me in charge of maintaining Warehouse 2. At that point, I became responsible for cleaning, organizing and counting the inventory in that building.
I guess you can say that ever since 1985 I’ve had something to do with Warehouses. It is in my blood.
That first Warehouse was a true Warehouse, a place to put material and protect it from peril. We had simple processes. There was a place for everything and everything was in its place. Doors and wood windows had special racks constructed out of wood to hold them upright and to organize them by size. The same for the aluminum storm windows and doors. Cabinets went to the mezzanine, stacked by brand, type and size. We used simple, clear signage to mark where everything went. I would pull labor from the rest of the yard team when I needed a hand moving goods around, and the whole yard team pulled items for customers. But I was the sole person responsible for the daily condition of the Warehouse.
A few years later, Payless promoted me to work as a Warehouse Supervisor in a Distribution Center. My customers were now Payless stores. This building was much bigger in all dimensions, with steel pallet racks and stock for about 15 stores. The scale of activity also grew; receiving, picking and shipping all were much more intensive than at the store. The simple signage changed to location markers, and the inventory books were now managed in the Warehouse Management System on a mainframe computer. We received multiple truckloads and shipped multiple truckloads every day.
Now I supervised a workforce of 10 people (I hired a woman into the DC, one of the first to work in the Warehouse). But the basics, what I called Warehousing 101, remained the same. There was a place for everything and everything was in its place. We did not mix products in the locations. We stacked cartons in a neat and orderly manner on pallets and shelves. A pallet tag was stapled to the lower left corner of each pallet in reserve storage (we called it “in the air”). The tag identified the SKU on the pallet, the stacking height, and the quantity on the pallet. We marked every location with an easy-to-read location marker. Pick locations had a pick location label that identified the product that should be in the location.
The Gut of the Distribution Center Is the Warehouse
 A Warehouse is not a Distribution Center, but a Distribution Center or Fulfillment Center can’t exist without a Warehouse. The Warehouse is the home for the material between receiving and shipping. It is in the Warehouse where we store, prep and pick customer orders. There may be other activities in the process that exist outside of the Warehouse, but storage and picking are the two key functions that the Warehouse performs. We stow material, store material, and then pick material.
A Warehouse is not a Distribution Center, but a Distribution Center or Fulfillment Center can’t exist without a Warehouse. The Warehouse is the home for the material between receiving and shipping. It is in the Warehouse where we store, prep and pick customer orders. There may be other activities in the process that exist outside of the Warehouse, but storage and picking are the two key functions that the Warehouse performs. We stow material, store material, and then pick material.
If the Warehouse is messed up, the DC will be messed up. A poor Warehouse layout can hobble the capability of the DC. Poor layout, aisle designs, rack designs, rack conditions, all can kill the productivity of the DC. Bad labeling, poor housekeeping, and inconsistent execution all harm the effectiveness of a DC.
Yes, getting receiving right is important, as is clean packing and shipping. These operations are all critical to an effective and productive Distribution Center. However, a good Warehouse can help cover for poor operational effectiveness in receiving, packing and shipping.
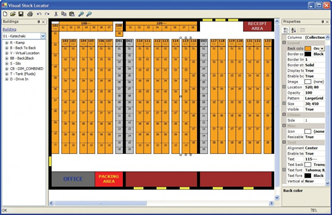
This topic is all about how different operational processes work to create effective and productive Distribution Centers. In this topic, we cover Warehouse Location Numbering, Warehouse Management Systems, Lighting and Design. However, we spend the most time and effort on describing how to manage and operate a successful Distribution Center. We not only share examples of DCs done right, we also share stories of how things can go wrong – how a DC can fail because of poor practices, layout, or leadership.
There is truly an art and science to Warehouse Operations Management. The science is basic; the art is more complex. Many corporate leaders assume that the science is so basic that anyone can manage a Distribution Center. They are wrong. The basic science is not enough. Good DC Managers must be creative problem solvers. In this area of study, we provide examples of the good science, and many more examples of both good and bad art. It is up to you to study these examples, and apply what we teach in your world.
Warehouse Operations Sub-Topics
Main Topics
Article Series
Are You Taking Notes?
The house was on fire. Over $19 million in shipment volume was past due, representing over 8,000 orders. Over 500 inbound containers marinated in container yards between Missouri and California, unable to move because there was no room in the facility to receive the goods. There were over 230 people working over two extended hours shifts. Outbound shipments clogged the dock, shutting off access to many of the doors. Inbound cases of hardware and machine parts clogged the receiving docks. Piles of inventory on pallets covered over 2,000 square feet of floor space in an area called the bone pile.
Management Fables
Just as Aesop had his fables focused on the natural behavior of people and how it often gets them into trouble, so, too, do warehouse managers suffer the follies and face the foils of everyday life "on the floor." The articles in this series highlight those behaviors in the context of the warehouse, discuss the reasons behind those behaviors, and why they're important to learn from.


Theory of Constraints in the Warehouse
There is only one true constraint in any system. You can do three things to it: break it, exploit it, and subordinate everything else in the system to it. As soon as you discover a way to break the bottleneck, the issues shifts to yet another bottleneck, which becomes the new true constraint.
Warehouse Management Systems (WMS)
My first encounter with a WMS was long before I got interested in logistics and transportation. My first encounter was as a 12 year boy. I took a slip of paper to a burley old man in the will-call window at the JC Penney DC in Lenexa, KS. After taking the skip and reading it, he walked up to a screen and typed a few numbers into a keyboard. The screen changed and he walked back into the storage area. After about 5 minutes he came out with the motor my dad needed to fix the dryer.
Functions & Terms
Just as Business has its own vocabulary, so, too, does Warehousing. And that's not to be confused with the peculiar lexicon of Manufacturing. The words and their meanings are often misunderstood, and while the articles in this series aren't an exhaustive glossary, they are intended to serve as a primer on how those terms are used in the real world.
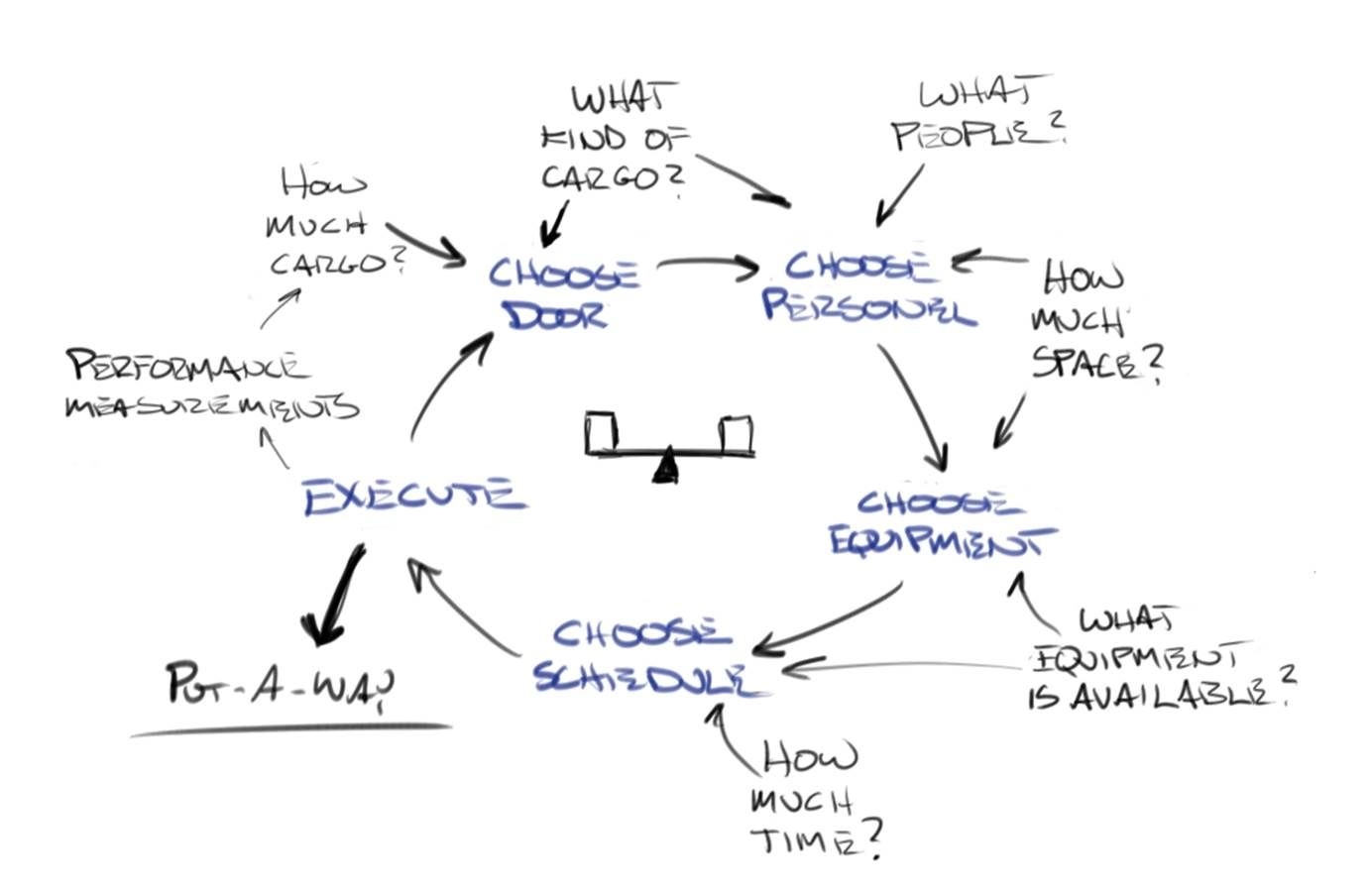
Warehouse Systems Thinking
In this topic we examine what happens to the receiving process of a retail hardware and building materials distribution operation. The system in the chart above may look simple, but it isn't. There are four functions, each with internal and external influences. The following story illustrates the hidden complexity behind this simple system, and how Systems Thinking helps optimize and improve warehouse operations.

Call Us! 877-674-7495 info@dksco1.com